جمع جزء ﷼0


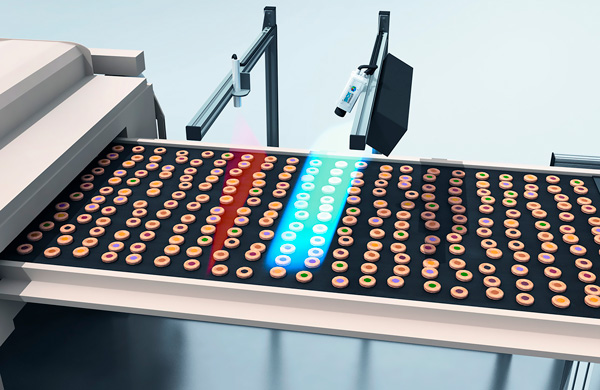
در صنایع غذایی، تجهیزات ماشین ویژن جهت ساخت دستگاه های کنترل کیفی محصولاتی مانند کیک، کلوچه، بیسکوئیت و غیره به کار گرفته می شود که این تجهیزات محصولات را از نظر میزان پخت، سوختگی، شکستگی، شکل و اندازه مورد بررسی قرار می دهند و موارد معیوب را جدا می کنند. همچنین با استفاده از این سیستم ها، فرایند های کنترل میزان پر شدگی مایعات در انواع بطری ها، کنترل کیفیت درب اواع بطری های نوشیدنی، کنترل صحت چاپ نوشته و کنترل کیفیت بسته بندی های انواع مواد غذایی قابل پیاده سازی است. برای اطلاعات دقیق تر می توانید از دستگاه سورتینگ میوه مشاهده فرمائید.
بینایی ماشین در صنایع غذایی به عنوان یک فناوری نوین و پیشرفته، نقش حیاتی در بهبود فرآیندهای تولید، کنترل کیفیت و ایمنی محصولات غذایی دارد. این فناوری با استفاده از دوربینهای دیجیتال، حسگرها و الگوریتمهای پیچیده پردازش تصویر، قادر است که ویژگیهای مختلف محصولات غذایی را بررسی کرده و هرگونه نقص یا آلودگی موجود در آنها را شناسایی کند. سیستمهای بینایی ماشین در صنایع غذایی به طور چشمگیری موجب ارتقای کیفیت، کاهش خطاهای انسانی و بهینهسازی روندهای تولید میشوند.
صنایع غذایی با چالشهای زیادی روبهرو هستند که از جمله آنها میتوان به تضمین کیفیت، ایمنی و جلوگیری از ضایعات اشاره کرد. به همین دلیل، استفاده از فناوریهایی مانند بینایی ماشین در صنایع غذایی میتواند به تولیدکنندگان کمک کند تا به بهترین نحو ممکن به این چالشها پاسخ دهند. این فناوری به تولیدکنندگان امکان میدهد تا در هر مرحله از تولید، از فرآیندهای اولیه تا بستهبندی نهایی، نظارت دقیقی بر محصولات داشته باشند.
استفاده از بینایی ماشین در صنایع غذایی مزایای فراوانی دارد که بر اساس نیازهای مختلف این صنعت، میتوان آنها را دستهبندی کرد. این مزایا به تولیدکنندگان کمک میکند تا علاوه بر حفظ کیفیت و ایمنی، هزینهها را کاهش داده و بهرهوری را افزایش دهند. در ادامه، به برخی از مزایای کلیدی این فناوری اشاره میکنیم:
یکی از بزرگترین مزایای بینایی ماشین در صنایع غذایی، افزایش دقت در شناسایی نقصها و آلودگیها است. این سیستمها میتوانند به طور دقیق و بدون هیچگونه خطای انسانی ویژگیهای محصولات را بررسی کنند. برخلاف نظارت انسانی، که ممکن است تحت تأثیر خستگی یا شرایط محیطی قرار گیرد، بینایی ماشین با دقت بالا قادر به شناسایی تغییرات ظریف در محصولات است. به این ترتیب، از ورود محصولات معیوب یا آلوده به بازار جلوگیری میشود.
سیستمهای بینایی ماشین قادر به انجام ارزیابیهای پیچیده در زمان واقعی هستند. این توانایی به تولیدکنندگان این امکان را میدهد تا فرآیندهای تولید را سریعتر انجام دهند و در نتیجه بهرهوری خطوط تولید را افزایش دهند. این افزایش سرعت و دقت باعث میشود که تولیدات نهایی با کیفیت بهتری به بازار عرضه شوند و نیاز به بازرسیهای دستی کمتر شود.
بینایی ماشین در صنایع غذایی میتواند در شناسایی آلودگیها و مواد خارجی مانند فلزات، شیشه و پلاستیک که ممکن است در هنگام فرآیندهای تولید وارد محصولات شوند، مؤثر باشد. با استفاده از این فناوری، سیستمهای نظارتی قادر به شناسایی مواد خطرناک در محصولات غذایی قبل از رسیدن آنها به دست مصرفکنندگان هستند. این ویژگی به کاهش خطرات بهداشتی و ایمنی کمک میکند و از ورود محصولات غیر ایمن به بازار جلوگیری میکند.
با بهینهسازی فرآیندهای تولید و بستهبندی، بینایی ماشین در صنایع غذایی باعث کاهش ضایعات تولید میشود. به عنوان مثال، این سیستمها میتوانند در تشخیص اندازهها و شکلهای استاندارد محصولات نقش داشته باشند و از تولید محصولاتی که با مشخصات تعیین شده تطابق ندارند، جلوگیری کنند. در نتیجه، هزینههای تولید کاهش یافته و استفاده بهینه از مواد اولیه امکانپذیر میشود.

بینایی ماشین در صنایع غذایی به طور گستردهای در بخشهای مختلف صنعت غذا کاربرد دارد. این فناوری به تولیدکنندگان کمک میکند تا فرآیندهای مختلف تولید، بستهبندی و کنترل کیفیت را به بهترین نحو ممکن مدیریت کنند. در ادامه، برخی از کاربردهای مهم این فناوری را بررسی میکنیم:
یکی از مهمترین کاربردهای بینایی ماشین در صنایع غذایی، تشخیص عیوب سطحی محصولات است. این سیستمها میتوانند به طور خودکار لکهها، ترکها، تغییر رنگها، نقصهای ظاهری و دیگر عیوب سطحی محصولات را شناسایی کنند. برای مثال، در صنعت تولید میوهها و سبزیجات، این سیستمها قادرند میوههای خراب یا آسیبدیده را شناسایی کرده و از خط تولید خارج کنند.
بینایی ماشین به طور دقیق قادر است اندازه و شکل محصولات را اندازهگیری کرده و محصولات خارج از محدوده استاندارد را شناسایی کند. این قابلیت به ویژه در صنایعی مانند تولید نان، شکلات، یا محصولات گوشتی که نیاز به اندازهگیری دقیق دارند، بسیار مفید است. علاوه بر این، سیستمهای بینایی ماشین میتوانند محصولات را بر اساس ویژگیهایی مانند رنگ، اندازه و شکل طبقهبندی کنند.
بینایی ماشین میتواند در شناسایی آلودگیها و مواد خارجی، مانند فلزات، پلاستیک و شیشه، بسیار مؤثر باشد. این سیستمها قادرند تا این مواد خارجی را حتی در حضور محصولات مشابه شناسایی کنند. به این ترتیب، از ورود این مواد به محصولات غذایی و ایجاد مشکلات بهداشتی جلوگیری میشود.
استفاده از بینایی ماشین در صنایع غذایی در کنار سیستمهای اتوماسیون به تولیدکنندگان این امکان را میدهد که فرآیندهای تولید خود را به طور خودکار تنظیم کنند. این سیستمها قادر به نظارت بر هر مرحله از فرآیند تولید هستند و میتوانند به صورت خودکار خطاها را شناسایی و اصلاح کنند.
پیادهسازی بینایی ماشین در صنایع غذایی میتواند چالشهایی را به همراه داشته باشد. این چالشها معمولاً به هزینهها، نیاز به دادههای آموزشی، و یکپارچهسازی با سیستمهای موجود مربوط میشوند. در ادامه، به برخی از این چالشها و راهکارها پرداخته میشود:
یکی از بزرگترین چالشهای استفاده از بینایی ماشین در صنایع غذایی، هزینههای بالای راهاندازی و نگهداری سیستمهای این فناوری است. برای نصب و راهاندازی این سیستمها، نیاز به تجهیزات پیشرفته، نرمافزارهای خاص و آموزش پرسنل است. همچنین، هزینههای نگهداری و تعمیرات سیستمهای بینایی ماشین میتواند قابل توجه باشد. برای غلبه بر این چالش، تولیدکنندگان باید در نظر داشته باشند که استفاده از این فناوری به صرفهجویی در هزینهها و افزایش بهرهوری در بلندمدت منجر میشود.
برای عملکرد بهینه سیستمهای بینایی ماشین، نیاز به دادههای آموزشی دقیق و گسترده است. این سیستمها باید با مجموعهای از دادههای مختلف شامل تصاویر محصولات با ویژگیهای مختلف آموزش داده شوند. اگر این دادهها ناقص یا نادرست باشند، عملکرد سیستم کاهش مییابد. به همین دلیل، تولیدکنندگان باید سرمایهگذاری کافی در جمعآوری و پردازش دادههای مناسب انجام دهند.
یک چالش دیگر در استفاده از بینایی ماشین در صنایع غذایی، پیچیدگی در یکپارچهسازی این فناوری با خطوط تولید موجود است. سیستمهای بینایی ماشین باید با تجهیزات مختلف تولید و بستهبندی هماهنگ شوند تا عملکرد مطلوبی داشته باشند. این هماهنگی نیاز به تحلیل و برنامهریزی دقیق دارد تا فرآیندهای تولید بدون مشکل ادامه یابند.
بینایی ماشین در صنایع غذایی به عنوان یک فناوری پیشرفته، در حال تحولی بزرگ در صنعت غذا است. این فناوری با بهبود کیفیت محصولات، افزایش بهرهوری، کاهش هزینهها و افزایش ایمنی غذایی، نقش مهمی در ارتقای استانداردهای صنعت غذا دارد. با پیشرفتهای جدید در زمینه هوش مصنوعی و یادگیری عمیق، انتظار میرود که کاربردهای بینایی ماشین روز به روز بیشتر شود.
در آینده، سیستمهای بینایی ماشین قادر خواهند بود که به طور هوشمندتر و خودکارتر فرآیندهای تولید و کنترل کیفیت را مدیریت کنند. با افزایش دقت و قابلیت تطبیق با شرایط جدید، این فناوری میتواند به کاهش ضایعات، بهبود فرآیندهای تولید و حفظ کیفیت محصولات در سطح جهانی کمک کند. بنابراین، بینایی ماشین به عنوان یک فناوری کلیدی در صنایع غذایی، آیندهای روشن و پر از نوآوریهای پیشرفته خواهد داشت.ب